|
|
|
늾���|���ƕr�õ����Ў��O�� |
| �l���r�g��2023-10-17 ����Դ����վ �g�[�Δ���1658 |
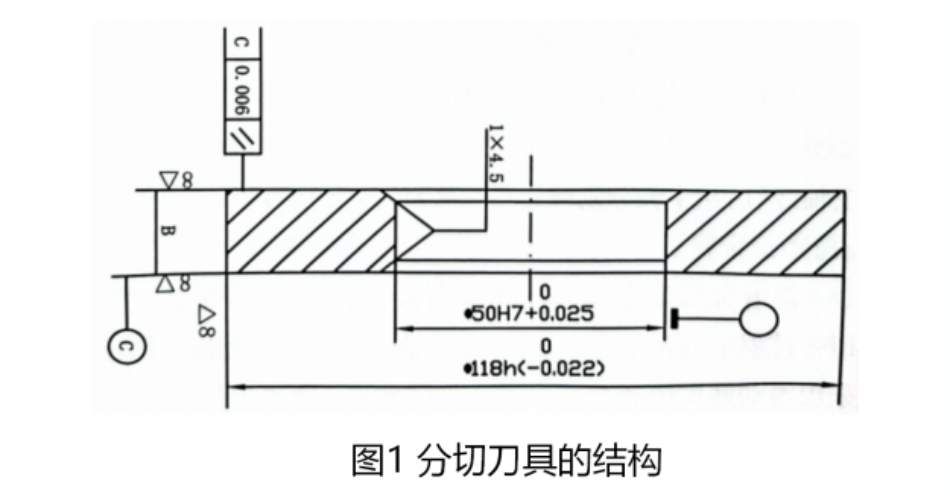
| �ǽ����Ў��O����Ҫ���ڷ��м������ϱ�Ĥ���w�S���ϵȷǽ��َ��ġ����ЙCһ���əC�ܡ���݁���շž��b�á����ӡ��и��b�á�늄әC�������b�úͿ����b�õȽM�ɡ����˱���ԭ���ϵİ�ӣ��ڷ��з���һ�㶼�b�к��ε�����b�á�(1)���վ�ʽ���ЙC����һ���S�վ����кõIJ��ϣ�һ�����ڷ��м�����Ȟ�0.1mm�����ϵ����ϱ�Ĥ���ͺϲ��ϡ��䃞�c���վ��ٶȿ졢�վ폈���o�����aЧ�ʸߡ����P�|���á�ȱ�c��Ҫ�÷��е����_���P���ڄӏ��ȴ��@�r���������P�Ď�������λ�F���÷��е��������_������Ɏ��P߅���е���������ֻ�������@�ɾ��P��(2)�p�վ�ʽ���ЙC���Ãɸ��S�վ����кõIJ��ϣ�һ�����ڷ��б��������ϱ�Ĥ���ͺϲ��ϼ����َ����䃞�c�Ǿ��P��܇�������з��_���ڄӏ���С�������õ����_���P��������P�o������ȱ�c��܇���^�������P�^�ɡ����aЧ�ʵ͡�(1)���Dʽ��Ƭ�������ɰшA�ε�Ƭ���D�Ӂ����в��ϣ�һ�����ڷ��и��N�w�S���ϡ��ͺϲ��ϼ��|����һ��Ӳ�ȵ����ϱ�Ĥ��(2)�̶���Ƭʽ����Ƭ�̶��������ϵ�ֱ���\�Ӂ����У�һ�����ڷ����|���^ܛ���^�������ϱ�Ĥ��(��)�����O�����������Ҫ����1.�ž����֣��ɷž��S���˓ܾo���ݽz���ž����S���Ƅ��{���b�ü������b�õȽM�ɡ�ͨ�^�{�������b�Á��{����Ͳ�ď�����ͨ�^�{���S���Ƅ��{���b�Á��{�������T�����е�λ�á�2.���µ��S���������Ƭ�������еIJ��ϣ����^��Ƭ���������_�����Ƿ��ЙC����Ҫ������ͨ�^�Q�䲻ͬ��������_��Ҏ���Ď��ӌ��ȡ�3.���ӣ����к�Ď���ͨ�^�����������ܜp���w�S���N�B�������վ���4.�վ����֣����վ��S���펧о�Ӽ����o݁�M�ɣ����@��ͬ���ȵĎ��P���{�Q��ͬ���ȵ�о�������ü�о���ăȏ����c�µ�ʹ���O������ϡ����@����r��Ҫ��һ���ď��������C�o�ܵ��վ���5.�C�ܣ��Ɍ���݁������M�ɡ��������O���֧�ܡ�����݁�����������ӱ����в��ϵď������p���ɲ��϶��Ӷ�����IJ��y�����ں�ƽ���ķ��С�6.�����b�ã���늄әC���a���ęCе�ܣ�ͨ�^ԓ�b�Î����O����\�D��7.늄әC��������D׃�əCе�ܣ�ͨ�^�����b�ã������O����\�D���������и��^���У����ٶ�����ǟo��׃������ʹ�õ�늄әC��Þ��{��늄әC����������늙C��늴ŸБ�늄әC��ֱ��늄әC�ȡ����{�ٷ�������ʼ�ٶ���Ï����_ʼ���@���м��^���У����Ӿͱ��^ƽ����8.�����b�ã�����늄әC���Դ�������������ߵ�Ҫ������{���м����ٶȡ��м��C���վ��S��һ�㶼�錣�õ��վ��S���������Ӿ펧о���c�վ��S֮�g��Ħ�����������վ������������ڌ��кõļ����Pȡ�����վ��Sһ���Ƴɿɲ�ж����Ƭ�S���Πͨ�^�{���S�߃�߅���{����ñ���{���վ��S�c�펧о��֮�g��Ħ�����������Ў��O����Ҫ�����^���L�ȵı����َ��ķ��С����َ��ķ����O�䣬һ���ɷŎ��b�á�����݆݁�������ࡢ���е��ߡ��֎��桢�Վ��b�á��C���������b�á������b�ü�늙C�Ȳ��ֽM�ɡ����ЙC���ȣ�һ�㶼���������b�ã��Ա�ƽ���ذ��\���ϡ�(һ)�����O�����������Ҫ����1.�Ŏ��b�á�һ�����p�����ķŎ����S���o���ݽz�M�ɡ��е��O��߀�Џ����b�ü��T���Ƅ��b�á�2.����݆݁�����ž��S�ų����ģ�������݆݁��׃��ǰ�M�����������䏈�����p�ٲ����ڷ����^���еĶ��ӡ�3.�����ࡣʹ���^݆݁��Ď��ģ��ھ���е��߲��h̎�����^������֮��ʹ֮��λ��ƽ�����M����е��ߡ�4.���е��ߡ���һ�M�b�ڵ��S�ϵ����L�������Ľ��^���L��ʹ֮���С����еČ�����ͨ�^�Ƅӵ��S�������ɵ�Ƭ�g�ľ��x�팍�F�ġ��ڃɵ�Ƭ֮�gһ��ʹ����Ȧ��������λ���Ա����ȵ�һ�¡�5.�֎��档�nj����к�Ľ��َ��M�зָ����ɷ�ֹ���к�Ľ��َ�ճ�B��6.�C�������շ��b�õ���Ҫ�M�ɲ��֣�һ�������Ϸքe���b�ž��b�á��վ��b�á������b�ü�늄әC��7.�����b�á�늄әCݔ���ęCе�ܣ�ͨ�^ԓ�b�Á펧�ӝL�����վ��S�\�D��8.�վ��b�á��������վ��S���Վ��A�塢�o���ݽz�ȽM�ɡ����վ��S�����X݆��Ƥ��݆�c�����b�����B���鱣�C�������Ў��^�����Վ������������Վ��S�c���P֮�g�Ă��Ӿ����û���Ħ�����ӡ�9.늄әC�������b�á�늄әC�ǰ�����D�Q�əCе�ܣ���ͨ�^�����b�Á펧���O����\�D�������ƽ�������Ӽ�ͣ܇���������{��늙C����ͨ�^�����b�Á�ƽ���ظ�׃늄әC���D�١������O��Ă���ϵ�y���^���Σ�늙C���^Ƥ���M�е�һ���p�٣��ٽ��^朗l�M�еڶ����p�ٺ��D�������f�����S��Ȼ������S�քe�p�ٺ��D�������f�����S���Վ��S�ϡ��S�����َ������ƣ����P�⏽�Ӵ鱣�C�������Ў��^�����Վ������������Վ��S�c���P֮�g�Ă��Ӿ������û���Ħ�����ӡ����َ����е��ߵIJ������ڳ�ֿ��]�����ߵ�ʹ�É��������к���َ����|��Ҫ����x�õġ�һ�����ʹ��̼�ع���䓡��Ͻ�䓻���ٹ���䓵ȣ���T10��Cr06��9Cr2��W18Cr4V��W6MSCr4VZA�Ȳ��ϡ������m�������^�L�Ľ��َ��������õ���һ��������D���ߣ���D1��ʾ��
��Ƭ�ĺ���c���к�Ľ��َ������ҪС�ö࣬Ҳ�еďS�Ҍ���Ƭ����c���к���َ�������һ�¡��@�ɷN���ߵ��x����Ѓ�ȱ�c��ǰ���ڹ��b�ʂ��зN��٣���ȹ���������^��ƫ��Ў��Č���ʹ�õ��|Ȧ���{���������b���۷e������ڷ����^������ʹ��һ�ȵ��ڣ����ȵ͡�ʹ�É����^�̡������ڹ��b�ʂ��еķN��^�࣬���ߺ�ȹ���С���Ў��Č����Dz��õ�Ƭ��ȁ��{���������b���۷e����С���ڷ����^����ʹ�Ãɂȵ��ڣ����ȸߣ�ʹ�É����L�����÷֎��ࡣ���|Ȧ��������D2��ʾ�����b����е��ߕr��������Ƭ֮�g���ֻ�b��һ�����|Ȧ�������۷e����ʹ���к�Ľ��َ��о�߅��ë�̬F��Ҫ���б��^�ߵļӹ����ȡ����ڵ��|Ȧֻ���{�����Ў��������ã������ϵ��x��]������Ҫ������̼ͨ��䓣���45#䓵ȾͿ��ԝM��ʹ��Ҫ��
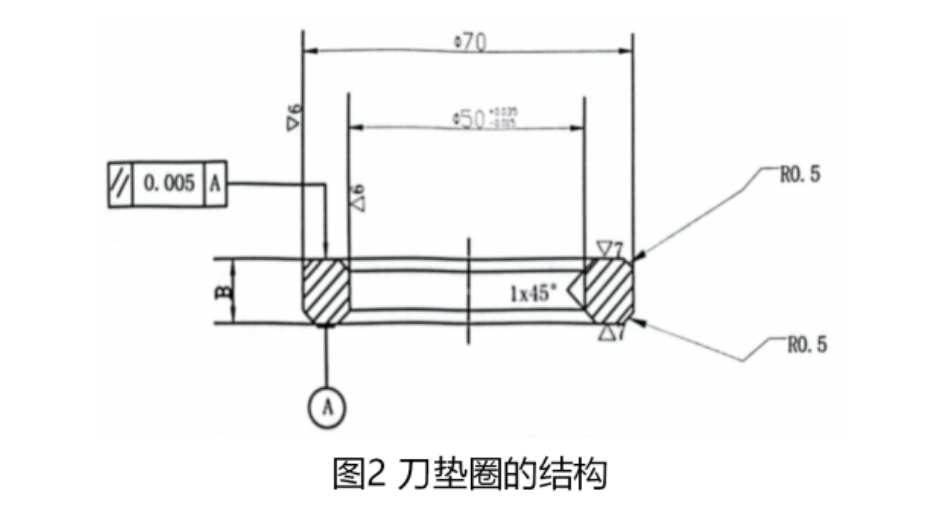
����Ƭ�͵��|Ȧ�M�о��_�y����ȹ�����һ�µĵ�Ƭ�����|Ȧ�x��һ�M���քe�b���ϡ��µ��S�ϡ��Է�ֹ���к�Ľ��َ��a����߅��ë�̼��Ե��ȬF����߽��َ��ķ����|�������L���ߵ�ʹ�É������ڰ��b��һƬ���ߕr����������ƽ���M�з���У�{��ʹ����ƽ���c���S�g�ĊA�Ǟ�90��,����߽��َ��ķ����|�������L�O�估���ߵ�ʹ�É������ڵ��S���b���굶�����|Ȧ�����o�̺�߀Ҫĥ�����ߵ���A��ʹ�����h�����ɷN�������b��IJ��E�c�����϶�����ͬ�ģ�Ψһ�^�e�����x�ߺ͵��|Ȧ�r��������һ�M�����������ĵ��ߺ͵��|Ȧ��һ�M�����Ў��Č����ǵ��ߵĺ���c���|Ȧ�ĺ��֮�͡��ڽ��َ��ķ����^���У����е��ߵ��{���������^���y���ǽ����Ў������м��g���^���Ĺ����������ڙCе�ӹ��еľ������ƣ����ߺ͵��|Ȧ�����ɱ���ش���һ�����`������b���^���Юa���۷eƫ����۷eƫ���_��һ���̶ȕr�Ϳ��Ԯa���������N��r��һ�Ǯa���Ե��F����ɵ��ߓp�ģ�����ʹ���َ��ڷ����^���Юa�����صľ�߅��ë�̵ȬF�����ǽo���ߵ��{�������^�����y����ˣ������x�ߺ͵��|Ȧ����������߽��َ��ķ����|��Ҳ�����L���ߵ�ʹ�É������������a���`������x�䵶�ߺ͵��|Ȧ�r��Ƭ�ĺ�ȑ���ؓ������|Ȧ�ĺ�ȑ���������@�ӿ����۷eƫ��Ϳ���Сһ�c��ͬ�r�����µ��ߵ�ƽ��֮�g����һ�����g϶�������˳Ե��F�����M�е����{���^���п��ԅ������ɂ��l����1.�п�̎�����µ���ƽ���g����0.02mm��0.03mm��2.���µ��ߵijԵ���ȿ��Ը�����ͬ�Ľ��َ��ĺ�ȁ��_�����Ե���ȿ����ڱ����Ў���ȵ�2��~10���������x�����y�Ǟ���ʹͬ�S�����⌧�w�ڿv���r��ӿp̎�܌������ã��������~��߅��܈�ƌ��s1mm���ҵIJ��y����ȡ��һ�N��ˇ�ֶΡ����y�C�ĽY���͂���ϵ�y�c���َ����ЙC�ĽY���͂���ϵ�y����ƣ���ʹ���У��ɷN�O�����һ����ͨ���Ժͻ��Q�ԡ���������ʹ�á����y݆��һ���D���ߣ���ʹ����ÿ�ɂ����y��һ�ס����y݆�IJ��ϑ����]ʹ�É��������y�|����ͨ��ʹ�úϽ�Y��䓣���38CrMoAl�ȡ������L���y݆��ʹ�É�����݆�Ĺ����摪������̎�����������Ӳ�ȑ��_��HRC55��~HRC60�㡣���әC�ķN��^�ࡣ��|�ИI����ʹ�È��ϲ�ͬ�����әC�ĽY��Ҳ��ͬ��������늾���|���a��ʹ�õĺ��әC���乤��ԭ�����ǻ�����ͬ�ģ��������õ�늉���������������ӽ��پֲ��ۻ�����_������Ŀ�ġ������ӵIJ��ϲ�ͬ�r�����ӵķ������в�ͬ��ͬһ�N��B�IJ������ں��ӕr��M����e��ͬ���������Ҳ��ͬ�����猦δ��ܛ�����~���Dz���ֱ�ӌ����۽ӣ�ܛ�����ܛ�~����ܛ�~���Dz����o������(�y��Ƭ����ɰ)�����ʹ�۽ӣ�䓎����ÝL�����c���۽ӵȷ������ڽ��ٷ��й�����ʹ�õĺ����O����Dz����c���C����ʹ���c���C�M��䓎����ӕr��Ҫע�⺸�ӻR�����ˣ������c�{����������Ĵ�С�����C䓎��ĺ����|�������َ������O�����û���Ħ�����Ӂ��վ����َ��������p�@����ɢ�����m�����@����ʽʹ�õĽ��َ��������Ҫ�����к�Ľ��َ��M�Џ��@�����@�C���ǰѷ��к�Ľ��َ������p�@��ʹ��o�ܣ�����ɢ�����@��Ľ��َ������������P�����߅���r���Pо�����пv�ӡ����~�����@�C�������~�����@�C�c�������@�C�Ę��������ͬ��Ҳ��������á���Ҫ����һ���əC����늄әC��׃�ق����b�á��Ŏ��b�á��Վ��b�á��Q��λ��݆�ȽM�ɡ����ӈDҊ�D3��ʾ��
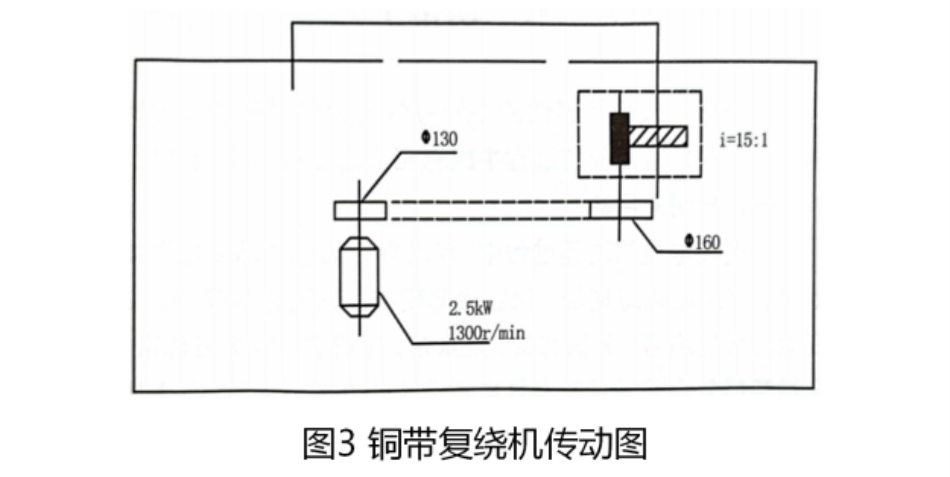
(1)�C�ܡ����ɽ�䓼�������M�ɣ��ǰ��b���������Ļ��������˰�ȫ��Ҋ����������С�T���FƤ���⡣С�T���������֮�á�(2)늄әC�������ཻ��늄әC�����ʞ�2.5ǧ�ߣ��D�ٞ�1300r/min��(3)�����b�á��ɺ��ε�Ƥ�����ӼӜu݆�p����M�ɡ�ͨ�^ԓ�b�Üp�٣������@�P��72r/min��(4)�Ŏ��P�����@�P���ɱP����ƽ�����zľ�A��P�����c�S�����B���ڷŎ��P��о�S������һֻȦ��ԓȦ���⏽�Ȏ�о�ăȏ���С�������@�P�Sо�ϣ�������ͬ���~��Ҫ�����ϲ�ͬ�Č���о�ӹ����@�á�
(5)��݆�����@���w�塣�����o����������݆���Ը�׃�Ŏ��������@��λ�����@���w����Ը������@��ƽ���ȡ������@�r���ڎ��������棬�����ݽz���o������Դ���Ї����|�W��
|
|
 ��W���� 34011102002471̖
��W���� 34011102002471̖